Časopis Strojárstvo
TEXT: Ing. Alexander Varga, PhD. FOTO: MicroStep, spol. s r. o.
V oblasti rezania materiálov laserom dochádza v poslednom období k výraznému nárastu aplikácií pevnolátkových vláknových laserov – fiber laserov. Trh s týmito typmi laserov v oblasti rezania a zvárania narastá zhruba o tretinu ročne.
Pevnolátkové vláknové lasery pracujú s vlnovou dĺžkou výstupného lúča 1 µm, pričom vlnová dĺžka výstupného lúča CO2 lasera je 10,6 µm. Tento rozdiel má za následok približne sedemkrát vyššiu absorbciu energie v kove, ako je tomu v prípade CO2 lasera. Priemer fokusovaného lúča v ohnisku je jedna desatina v porovnaní s priemerom fokusovaného lúča CO2 lasera. Dôsledkom je stonásobne vyššia koncentrácia energie v rezanom materiáli. Čo je mimoriadne významné, menši priemer fokusovaného lúča má za následok aj stabilnejší rezací proces. Veľkou výhodou pevnolátkového vláknového lasera je možnosť rezania medi a jeho zliatin, čo je spôsobené vyššou absorbciou energie v materiáli ako pri CO2 laseri.
Obrovskou výhodou vláknového lasera je, že k jeho činnosti nie sú potrebné laserové plyny, ako aj jeho vyššia účinnosť. Nominálny príkon 4 kW vláknového lasera je približne 18 kW vrátane chladiča a v prípade 4 kW CO2 lasera je to zhruba 57 kW. Odpadajú tiež náklady na údržbu spojené so životnosťou výbojových trubíc, turbíny v chladiacom okruhu laserových plynov, vákuového čerpadla a iné, ktoré pri CO2 laseri predstavujú významnú položku. Ďalšou výhodou je, že lúč z rezonátora môže byť vedený do rezacej hlavy optickým káblom. V porovnaní s CO2 laserom odpadá potreba zložitého systému zrkadiel na vedenie lúča do rezacej hlavy a riešenia celého radu problémov súvisiacich s divergenciou lúča, stability polohy lúča v stroji, atď. Celý systém je z hľadiska údržby podstatne jednoduchší. Skutočnosť, že lúč je vedený optickým káblom, umožňuje jednoduchšiu stavbu veľkorozmerných rezacích strojov, ktoré sú cenovo podstatne výhodnejšie ako veľkoplošné rezacie stroje s CO lasermi, kde sa vzhľadom na obmedzenú dĺžku lúča už musí pohybovať rezonátor spolu s portálom stroja, alebo musí byť zabezpečené postupné zasúvanie rezaného materiálu do pracovného priestoru stroja, ktorého dĺžka býva max. 6 m. Nevýhoda, ktorú vláknový laser oproti CO nároky na krytie rezacieho stroja pre zabezpečenie bezpečnosti prevádzky. Rezací systém musí byť umiestnený v plne krytej kabíne bez špár tak, aby ani odrazený lúč pri rezacom procese nemohol uniknúť z rezacieho priestoru. V prípade že rezací stroj je vybavený výkyvnou rezacou hlavou pre úkosové rezanie, musí mať kabína pracoviska dvojitú stenu vybavenú senzormi indikujúcimi prienik lúča do priestoru medzi stenami s následným blokovaním činnosti zariadenia. Pri veľkoplošných strojoch, kde nie je možné použiť výmenný stôl z dôvodov zdvojnásobenia dĺžky pracoviska, je potrebné bezpečnosť riešiť kabínou s odsúvateľnou stenou tak, aby bola umožnená manipulácia s rezaným materiálom.
Na výstave Euroblech 2010 v Hannoveri (SRN) predstavila firma MicroStep, s. r. o. svoj prvý rezací stroj s pevnolátkovým vláknovým laserom.
Stroj pod označením MSF je portálovej konštrukcie vybavený automatickým výmenným systémom roštov a dopravníkom odpadu z rezacieho procesu. Od januára 2011 začala firma MicroStep s výrobou týchto strojov, pričom v ponuke sú stroje do rozmeru rezacej plochy 6 x 3 m s výmenným stolom a stacionárnou ochrannou kabínou. Stroje s väčšou pracovnou plochou sú ponúkané bez výmenného stola s motoricky otváranou kabínou, tak aby sa umožnila manipuláciu s rezaným materiálom.
Stroje typu MSF sú vybavené pevnolátkovým vláknovým laserom od firmy Hypertherm, alebo firmy IPG, v závislosti od požadovaného výkonu. Z ponuky firmy Hypertherm je k dispozícii momentálne iba zdroj s výkonom 1,5 kW. Z ponuky firmy IPG môžu byť k strojom dodávané zdroje v rozmedzí výkonov 1 až 5 kW. Veľkou výhodou produktov firmy IPG je možnosť neskoršieho zvýšenia výkonu už dodaného zariadenia. Táto požiadavka zákazníka však musí byť pri objednávke zohľadnená tak, aby v laserovom zdroji boli vytvorené miesta pre eventuálne neskoršie zvyšovanie výkonu. Samozrejme chladič musí byť vybratý pre tento vyšší výkon. Pri aplikácii laserových zdrojov z produkcie IPG sú k strojom ponúkané rezacie hlavy firmy Precitec. Tieto môžu byť v závislosti od požiadavky zákazníka vybavené ručným alebo automatickým nastavovaním polohy šošovky, t. j. polohy ohniska voči povrchu rezaného materiálu. K zdrojom z produkcie Hypertherm sú dodávané rezacie hlavy z produkcie tejto firmy.
S vláknovým laserom výkonu 2 kW môžeme rezať konštrukčnú oceľ do hrúbky 15 – 20 mm, nehrdzavejúcu oceľ do hrúbky 8 mm, zliatinu do hrúbky 4 mm, meď do hrúbky 3 mm, pričom príkon laserového zdroja je 13 – 14 kW.
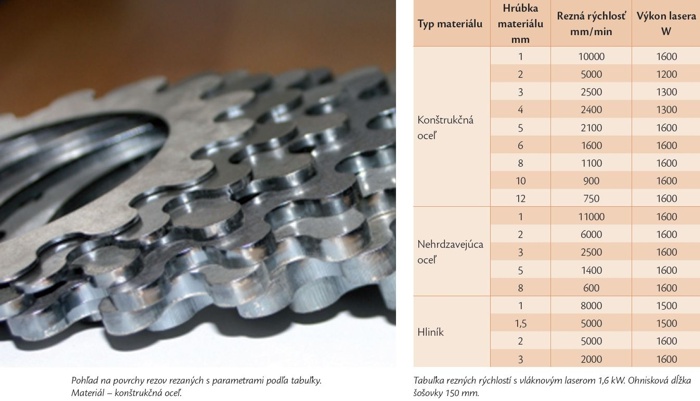
Pre ilustráciu sú v nasledujúcej tabuľke uvedené rezné rýchlosti vláknového lasera s výkonom 1,6 kW. Na nasledujúcom obrázku je pre posúdenie kvality rezných povrchov uvedená fotografia rezaných dielcov z konštrukčnej ocele do hrúbky 12 mm. Rezanie bolo realizované zaostrujúcou šošovkou s ohniskovou dĺžkou 150 mm. Pre zlepšenie kvality rezného povrchu pri rezaní materiálov s hrúbkou viac ako 10 mm je potrebné aplikovať šošovku s väčšou ohniskovou dĺžkou.