Ing. Alexander Varga, PhD.
Ing. Michal Maťuga
MicroStep, spol. s r.o.
Okrem štandardného
rezania plechov sa firma MicroStep, spol. s r.o. intenzívne venuje aj vývoju
CNC systémov na rezanie priestorových dielov –
3D rezaniu. Jednou z priemyselne významných oblastí, v ktorej sa uplatňujú 3D rezacie systémy, je oblasť výroby viek tlakových nádob a nádrží. Ide poväčšine o kupoly rôzneho tvaru a veľkosti, pričom úlohou je vytvárať do týchto kupol otvory na priváranie vstupných potrubí a opracovávať hrany, prostredníctvom ktorých bude výsledný dielec privarený k plášťu nádoby. Profil rezov pritom musí zodpovedať požiadavkám na následné zváranie – v závislosti od hrúbky steny sú to tvarové rezy typu V, K resp. X s premenlivým alebo konštantným uhlom. Pre aplikácie 3D rezania boli firmou MicroStep, spol. s r.o. vyvinuté špeciálne rezacie hlavy, umožňujúce rezanie v rozsahu náklonu do 120° vzhľadom k zvislej rovine, ako aj špeciálne laserové skenovacie hlavy, umožňujúce presne zamerať daný priestorový útvar.
Významnou priemyselnou aplikáciou výsledkov tohto vývoja je
rezací systém znázornený na obr.1, ktorý bol dodaný zákazníkovi
Slawinski GmbH v Nemecku. Ide
CNC stroj typu
DRM s pracovnou plochou 21 x 6 m, umožňujúci plazmové rezanie rovinných dielov na ploche 14 x 6 m, ako aj 3D rezanie kupol s maximálnym priemerom 5,5 m. Aby stroj obsiahol celý pracovný priestor, rezacia aj skenovacia hlava majú posuv v zvislej osi v rozsahu až 1,5 m. Okrem rezacej a skenovacej hlavy je stroj doplnený o ďalšiu hlavu, umožňujúcu popisovanie rovinných dielov vibračným popisovačom.
Implementácia technológie 3D skenovania pomocou laserového líniového skeneru slúži na zvýšenie presnosti rezania kupol, pričom dovolené odchýlky ich reálnych rozmerov od ideálnych zohľadňuje aj norma definujúca ich rozmery. Skutočný polotovar kopuly sa od ideálneho tvaru môže líšiť rádovo v centimetroch, takže tradičné korekcie založené na meraní napätia plazmového oblúka v procese rezania nie sú v prípadoch 3D rezania do takýchto tvarov použiteľné.
Implementácia skenera umožňuje vytvorenie modelu skutočného povrchu kupoly v súradnicovom systéme stroja. Tento model je následne použitý na
analýzu tvaru kupoly, identifikáciu jej stredu a na presnú definíciu dráhy nástroja nad skutočným povrchom kupoly.
V procese merania prijíma riadiaci systém stroja údaje, snímané zo skeneru, a páruje ich s v každom okamihu s pozíciou posuvových osí stroja, pri ktorých boli údaje namerané. Keďže poloha týchto osí je meraná snímačmi, umiestnenými na hriadeli pohonu pohybovej osi, musia byť tieto údaje ďalej upravené v riadiacom systéme pomocou dráhových korekcií, získaných presným zameraním kinematiky
CNC stroja po jeho montáži. Tieto dráhové korekcie eliminujú nepresnosti kinematického reťazca stroja, ktoré principiálne vznikajú v procese jeho výroby, montáže a pri danej tolerancii použitých komponentov. Ďalšie korekcie, ktoré zohľadňujú nepresnosť kinematického reťazca samotnej úkosovej rezacej hlavy pri rôznych uhloch náklonu a natočenia, ako aj nepresnosť, vznikajúcu pri náklone líniového skenera a jeho natáčaní, sú získané z patentovaného autokalibračného systému
ACTG firmy MicroStep. Výsledkom celého tohto procesu kalibrácie je údaj o presnej polohe skenera voči snímanému objektu, čo umožňuje presne nasnímať skutočný
3D povrch skenovaného objektu v súradnicovom systéme stroja.
 Obr.1 3D rezací stroj typu DRM
Obr.1 3D rezací stroj typu DRM 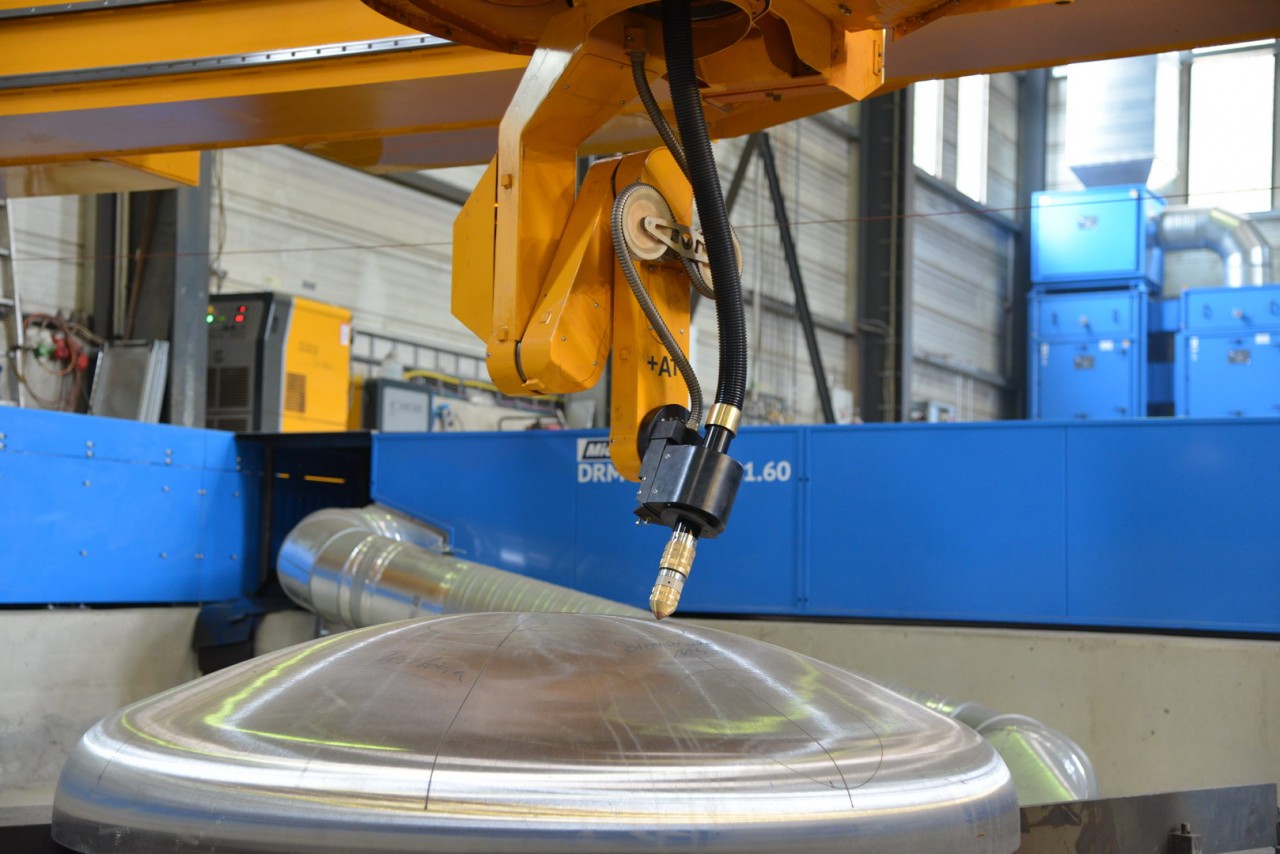 Obr.2 Detail plazmovej rezacej hlavy
Obr.2 Detail plazmovej rezacej hlavyNa takto získaný model povrchu konkrétneho polotovaru je možné premietnuť rezné dráhy, vytvorené na ideálnom tvare, určenom
STEP súborom polotovaru. Črta vnesenia automatickej korekcie je súčasťou
3D CAM softvéru mCAM, ktorý je taktiež produktom firmy MicroStep. Následne je vygenerovaný rezný plán, „napasovaný“ na skutočnú kupolu. Výsledok je pre obsluhu zobrazovaný 3D vizualizáciou na obrazovke riadiaceho systému (obr. 3 a obr. 4). Celý tento prípravný proces, ktorý je potrebné realizovať pred samotným rezaním, trvá v závislosti od veľkosti kopuly od dvoch do desiatich minút.
Samozrejme existujú prípady, kedy nie je potrebné realizovať celý vyššie opísaný postup. Pokiaľ je potrebná iba identifikácia rozmerov kupoly, je postačujúce skenovať iba kríž, preložený cez vrchol kupoly, čo zaberie výrazne menej času. Okrem rozmerov je z takéhoto merania možné identifikovať aj polohu stredu kupoly, čo je informácia častokrát potrebná pri ďalšom spracovaní polotovaru. Táto poloha môže byť označená popisovacou hlavou, alebo aj samotnou plazmovou hlavou, ak táto okrem rezania umožňuje aj popisovanie. Skrátené skenovanie je postačujúce napríklad aj v prípade, ak sú následne rezané otvory iba do hornej, ploskej časti povrchu kopuly. Vtedy stačí riadenie vzdialenosti koncového bodu plazmového horáka od rezaného povrchu odvodiť od napätia plazmového oblúka. Túto možnosť ponúka každý stroj MicroStep už v základnej výbave.
Po získaní rezného plánu pre konkrétnu kupolu nasleduje proces samotného rezania – obr. 5.
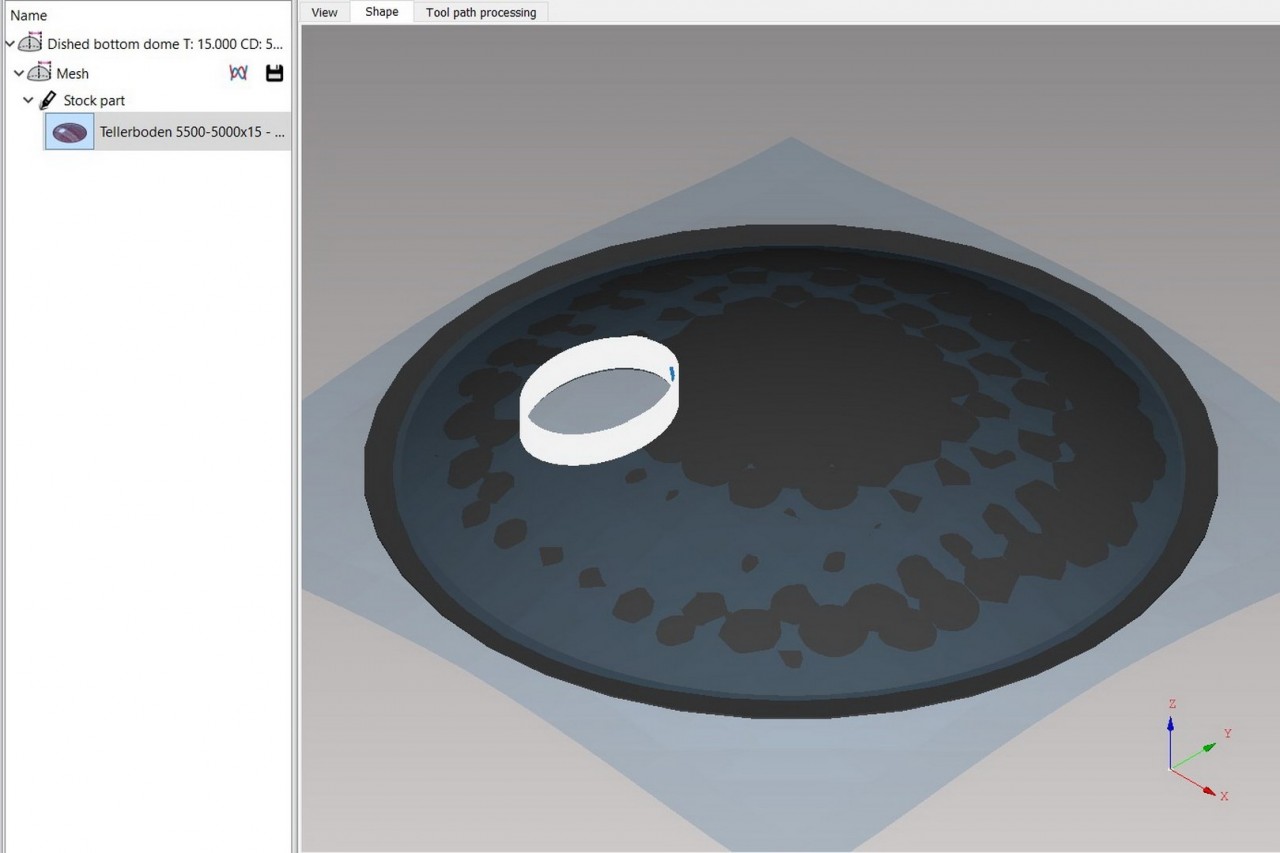 Obr. 3 Mapovanie rezného plánu z ideálneho tvaru (šedá) na skenovaný povrch (bledomodrá)
Obr. 3 Mapovanie rezného plánu z ideálneho tvaru (šedá) na skenovaný povrch (bledomodrá)Celý prezentovaný
CNC stroj predstavuje špičkové technické zariadenie, poskytujúce užívateľovi možnosť rezania do nepresne vyrobených
3D dielov, a zároveň tiež možnosť kontroly tvarovej presnosti týchto dielov ako výstupných produktov jeho predchádzajúceho výrobného procesu. Zároveň je príkladom implementácie výsledkov výskumu a vývoja do high-tech produktov firmy
MicroStep, spol. s r.o.


