 Az első „rotátoros” (ferdevágásra alkalmas) plazmavágó asztalok a 90-es években jelentek meg a cég palettáján, Magyarországon is dolgozik olyan berendezésünk, ami több mint 15 éves. Felépítésüket tekintve az akkori rotátorok (1. ábra) sokkal bonyolultabbak voltak, mint a ma működő változatok, ennek oka leginkább a plazmaforrások és pisztolyok akkori műszaki fejlettségi szintje volt.
Az első „rotátoros” (ferdevágásra alkalmas) plazmavágó asztalok a 90-es években jelentek meg a cég palettáján, Magyarországon is dolgozik olyan berendezésünk, ami több mint 15 éves. Felépítésüket tekintve az akkori rotátorok (1. ábra) sokkal bonyolultabbak voltak, mint a ma működő változatok, ennek oka leginkább a plazmaforrások és pisztolyok akkori műszaki fejlettségi szintje volt.  A lemezek felületi egyenetlenségeinek lekövetését (magasságkövetés), csak a vágófej körül konzolon elhelyezett induktív szenzorok segítségével tudták megoldani, ezek a szenzorok azonban egyrészt sok esetben akadályozták a vágófejet a szabad mozgásban, másrészt jókora tehetetlenséget adtak neki, ráadásul pont az erőkar legvégén, ami ha nagy sebességű, dinamikus mozgásokról beszélünk, nem túl szerencsés jelenség. Problémát okozott továbbá akkoriban, hogy bár a források teljesítményüket tekintve nem voltak gyengébbek, mint a piacon ma kapható változatok, a vágópisztolyok nem voltak képesek ezt a teljesítményt megfelelően a vágandó darabokig eljuttatni, a vágható lemezvastagságok igencsak a vékonyabb tartományokra korlátozódtak.
A lemezek felületi egyenetlenségeinek lekövetését (magasságkövetés), csak a vágófej körül konzolon elhelyezett induktív szenzorok segítségével tudták megoldani, ezek a szenzorok azonban egyrészt sok esetben akadályozták a vágófejet a szabad mozgásban, másrészt jókora tehetetlenséget adtak neki, ráadásul pont az erőkar legvégén, ami ha nagy sebességű, dinamikus mozgásokról beszélünk, nem túl szerencsés jelenség. Problémát okozott továbbá akkoriban, hogy bár a források teljesítményüket tekintve nem voltak gyengébbek, mint a piacon ma kapható változatok, a vágópisztolyok nem voltak képesek ezt a teljesítményt megfelelően a vágandó darabokig eljuttatni, a vágható lemezvastagságok igencsak a vékonyabb tartományokra korlátozódtak. Az említett nagy ütemű fejlődés nem csak a plazmaforrás gyártókra jellemző, a végfelhasználók is belekényszerülnek a folyamatos versenyhelyzetbe, amelyben csak akkor tudnak jó pozícióban maradni, ha termelésüket egyre pontosabban, gyorsabban, kevesebb hibával működő berendezésekkel végzik. Ezen feladatokra összpontosított a MicroStep is a ferdevágás eszközeinek fejlesztése közben, melynek eredményeképpen 2010-ben megszületett az „Infinitive” rotátor, amely ellentétben elődjével (ami 800 fokot tudott körbefordulni), végtelen körülfordulásra képes (4. ábra).
Az említett nagy ütemű fejlődés nem csak a plazmaforrás gyártókra jellemző, a végfelhasználók is belekényszerülnek a folyamatos versenyhelyzetbe, amelyben csak akkor tudnak jó pozícióban maradni, ha termelésüket egyre pontosabban, gyorsabban, kevesebb hibával működő berendezésekkel végzik. Ezen feladatokra összpontosított a MicroStep is a ferdevágás eszközeinek fejlesztése közben, melynek eredményeképpen 2010-ben megszületett az „Infinitive” rotátor, amely ellentétben elődjével (ami 800 fokot tudott körbefordulni), végtelen körülfordulásra képes (4. ábra). Aki látott már gépi plazmavágó berendezést dolgozni, az tudja, hogy akár egy felbillenő kivágott alkatrész, akár esetleges gondatlanság, vagy oda nem figyelés miatt előfordul, hogy a vágófej leütközik a vágandó lemezzel. Az egységek természetesen el vannak látva ütközésvédelmi megoldásokkal, de a behatások sajnos sok esetben olyan mértékűek, hogy hatásukra a fejek elvesztik beállított helyzetüket, ami aztán pontatlan vágást eredményez. Korábban ezek a műveletek sok problémát és időveszteséget okoztak, mivel a régi rotátorok beállítása, az eszköz bonyolultsága miatt nem volt egyszerű feladat, egy jól képzett szerviz szakembernek is legalább 2 órát vett igénybe. Ezt kiküszöbölendő fejlesztette ki a MicroStep az ACTG – automata vágófej kalibráló egységet (6. ábra).
Aki látott már gépi plazmavágó berendezést dolgozni, az tudja, hogy akár egy felbillenő kivágott alkatrész, akár esetleges gondatlanság, vagy oda nem figyelés miatt előfordul, hogy a vágófej leütközik a vágandó lemezzel. Az egységek természetesen el vannak látva ütközésvédelmi megoldásokkal, de a behatások sajnos sok esetben olyan mértékűek, hogy hatásukra a fejek elvesztik beállított helyzetüket, ami aztán pontatlan vágást eredményez. Korábban ezek a műveletek sok problémát és időveszteséget okoztak, mivel a régi rotátorok beállítása, az eszköz bonyolultsága miatt nem volt egyszerű feladat, egy jól képzett szerviz szakembernek is legalább 2 órát vett igénybe. Ezt kiküszöbölendő fejlesztette ki a MicroStep az ACTG – automata vágófej kalibráló egységet (6. ábra).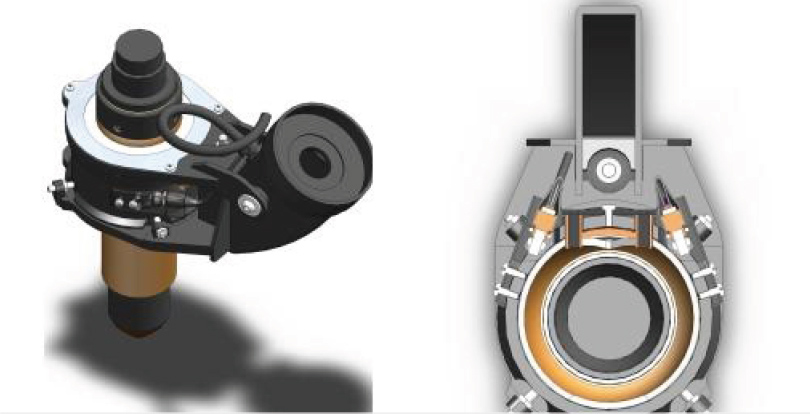
 A szabadalmi védelem alatt álló ITH – intelligens pisztolytartó (5. ábra) szintén képes érzékelni, viszont kompenzálni is a legkisebb eltéréseket, a helyes vágófej pozícióhoz képest, valamint köszönhetően az integrált IHS – intelligens magasság érzékelő rendszernek, nincs szükség külön letapintó egységre az induló magasság meghatározásához, ez a művelet magával a pisztolyfejjel történik.
A szabadalmi védelem alatt álló ITH – intelligens pisztolytartó (5. ábra) szintén képes érzékelni, viszont kompenzálni is a legkisebb eltéréseket, a helyes vágófej pozícióhoz képest, valamint köszönhetően az integrált IHS – intelligens magasság érzékelő rendszernek, nincs szükség külön letapintó egységre az induló magasság meghatározásához, ez a művelet magával a pisztolyfejjel történik.MicroStep – a producer of CNC cutting machines for plasma, laser, oxyfuel, waterjet cutting and routing. Complex processing of sheets, pipes, profiles and domes. Bevel cutting, milling, drilling, tapping, marking, bending, welding. Automated solutions. CNC control systems and CAM. CAPP applications for complex production management.
© copyright 1991-2025 MicroStep, spol. s r.o. | developed by EXPLORE STUDIOS



