FIG 5

FIG 1
|

FIG 2 |
The area of bevel cutting has been one of priorities and an integral part of MicroStep’s R&D for many years. We soon enough acknowledged the importance of this technology for streamlining of the production process and realized that many fields of the engineering industry would greatly benefit from its proper development. The subsequent development in this area – especially in recent years – have only confirmed our assumptions. Anyway, thanks to our long-term focus and experience in this field we were able to continuously innovate the equipment and, furthermore, develop new technologies that secured us today´s stable place among market leaders in bevel cutting.
According to field studies, up to 50 % of parts produced in the CNC cutting industry worldwide need to have bevelled edges, yet only a considerably smaller percentage of machines is equipped with bevel tool stations. The reason may be the additional cost of this advanced equipment, but mainly it is a relatively low awareness of decision makers in engineering companies about the possibilities, availability and reliability of contemporary bevelling tool stations. The benefits – greater precision along with significant savings of production time and
capacities – easily outweigh the higher initial investment. Moreover, in automated preparation of bevelled edges on 3D objects such as domes, pipes, rectangular or IPE profiles, the use of specialized tool stations on gantry-based machines brings a great financial benefit compared to the commonly used robots.
Since the introduction of our plasma rotator in 2000 and a waterjet rotator in 2001, MicroStep has made continuous efforts to establish automated CNC bevel cutting as a common and highly efficient production technology for preparation of weld edges on different types of materials. Our goal is to deliver cutting machines that can produce cut parts with bevels in convincing quality and precision, yet the operation of the machines is kept reasonably simple. Throughout the years, improvements of mechanics and motion control of our rotary- and 3D tilting tool stations went hand in hand with the third-party development of energy-beam sources and our implementation of the latest cutting technologies developed by our suppliers. Thanks to this background, we are today able to offer a comprehensive bevel cutting solution for a wide range of materials and thicknesses. Furthermore, thanks to
unique features of our in-house developed control system iMSNC and a profound knowledge of different cutting technologies, MicroStep machines are capable of combining various technologies (e.g. plasma and waterjet) within a single cutting plan (FIG 1 & 2).
Our comprehensive bevelling function and supporting functions such as torch geometry calibration and adaptive bevel compensation allow our customers to cut bevels in a convenient way using different cutting technologies and their combinations – plasma, oxyfuel and waterjet (FIG 3) – as well as to create bevels in a wide material thickness range reaching from 5 mm to 300 mm (depending on the used cutting technology). MicroStep machines can provide two types of bevel cutting processes:
DBP – Direct bevelling process – represents the classic way of bevel cutting where the bevel is cut directly into the raw material (sheet FIG 4, pipe FIG 5, profile or dome). The cut edge of required shape – A, V, Y, X or K – is created via multiple consequent transitions of the cutting tool (at different angles) along the cut edge. MicroStep machines with two rotators allow cutting of two identical parts using two rotary heads at once (FIG 6).
ABP – Additional bevelling process – enables adding bevels to parts that have already been cut with a straight tool. After such a vertically “pre-cut” part is placed on a random spot on the cutting table, a laser-line scanner (FIG 7) is used to determine the part´s exact position. Afterwards, the additional bevel is cut (FIG 8 & 9).
ABP as a supplementary feature to DPB provides several add-ons:
- it can add bevels to parts which were cut on an external machine (e.g. parts supplied by a customer to a job shop)
- it can produce parts with bevels of greater thickness than allowed by the capacity of the applied energy-beam source for DBP (e.g. it can cut top-Y bevel by plasma on mild steel parts with thickness > 50 mm, or add bevels to parts with thickness of up to 300 mm using an oxyfuel rotator)
- when applied instead of DBP, ABP can greatly minimize waste of material and save consumables
Generally, the accuracy of bevel cutting is determined by mechanical accuracy of the cutting machine, accuracy of the cutting technology and the stage of development of applied algorithms of control of the torch distance from the cut material.
Apart from consistent use of high-quality components, the mechanical accuracy of MicroStep bevel cutting machines is provided by several advanced solutions:
ITH – Intelligent torch holder – ensures protection of the torch in case of an accidental collision. Its slip-back function ensures return of the torch into the correct position after elimination of the collision. The ITH body includes an advanced sensor system for detection of the exact torch position and provides also the endless rotation function.

FIG 10
|

FIG 11 |
ACTG – Auto-calibration of tool geometry (FIG 10) – secures that during rotation and tilting
of a rotator the torch tip always stays in the required (exact) position. The ACTG system consists of a calibration station (FIG 11), a torch extension probe and advanced control software. ACTG eliminates the necessity of mechanical adjustment of the bevel head and significantly reduces setup time of the machine from several hours to a couple of minutes.
Compensation of longitudinal displacements – an optional function which ensures absolute accuracy of the cutting machine in the longitudinal direction. During installation, the machine is measured by a laser interferometer and the measured values are used for calibration of the positioning system. The measurement can be applied upon request in case of cutting of long parts with very high demand on accuracy.
Accuracy of the cutting technology is enhanced by eliminating beam deviations that occur naturally when the torch is in a tilted position in relation to the material and cause an unwanted difference of the cut angle from the theoretically programmed slope (FIG 12).
ABC – Adaptive bevel compensation – is an advanced feature of iMSNC for compensation of such beam deviations. ABC enables implementation of databases of compensation angles and other values for various cutting technologies (e.g. Hypertherm´s True Bevel™ technology). The compensation values can also be adjusted directly by the machine operator (FIG 13).
Lastly, to ensure precise following of the material surface during plasma bevel cutting with the torch positioned always in the correct cutting height, MicroStep developed a smart height control system:
STHC – Self-teaching height control – a combination of 3D motion control, self-teaching algorithms and adaptive height control according to the plasma arc voltage. STHC ensures positioning of torch in the correct height at any angle (e.g. during cutting of variable bevels).
All the described functions greatly contribute to improvement of accuracy of the bevel cutting process. Our more than 400 bevelling tool stations supplied in the field and first of all the excellent bevel cutting results achieved on MicroStep machines tell the story by themselves.
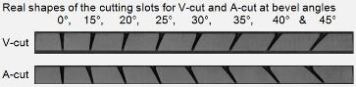
FIG 12 | 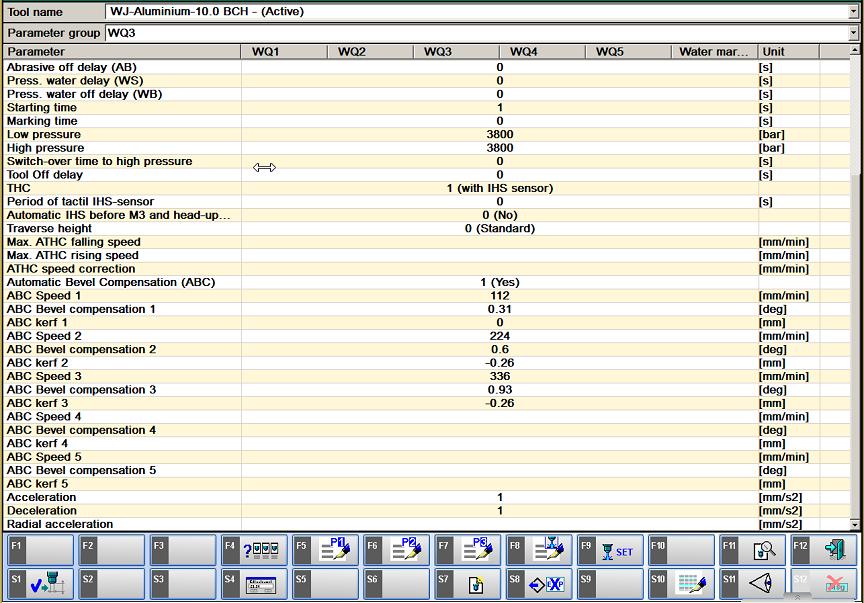
FIG 13
|










